One of MIT's core Mechanical Engineering courses, Design and Manufacturing 2, explores the integration of design, engineering, and management practices for manufacturing processes. Lectures examine the physics of common machines and the behavior of manufacturing systems within the framework of quality, rate, cost, and flexibility.
In small lab groups, students use mass-manufacturing and assembly methods to design and produce 50 yo-yos. My group designed our yo-yo after the iconic Hubba Bubba bubble gum.

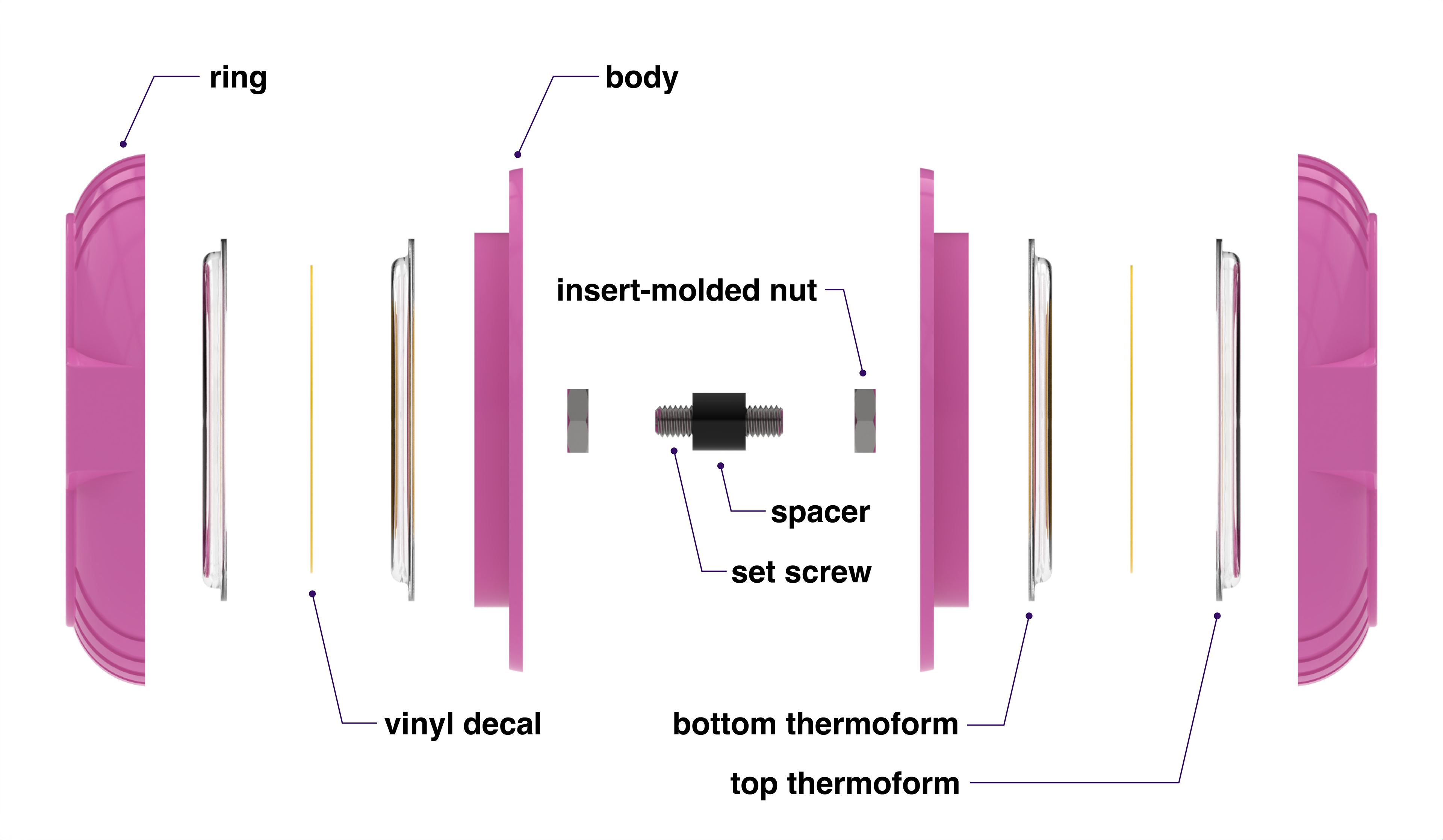
Each yoyo half contains two injection molded polypropylene parts with an interference press fit which encapsulate two thermoformed PETG parts that sandwich a "yubba yubba" vinyl decal. Each half contains an insert molded nut that interface with a set screw to connect the two halves and hold the yoyo string.
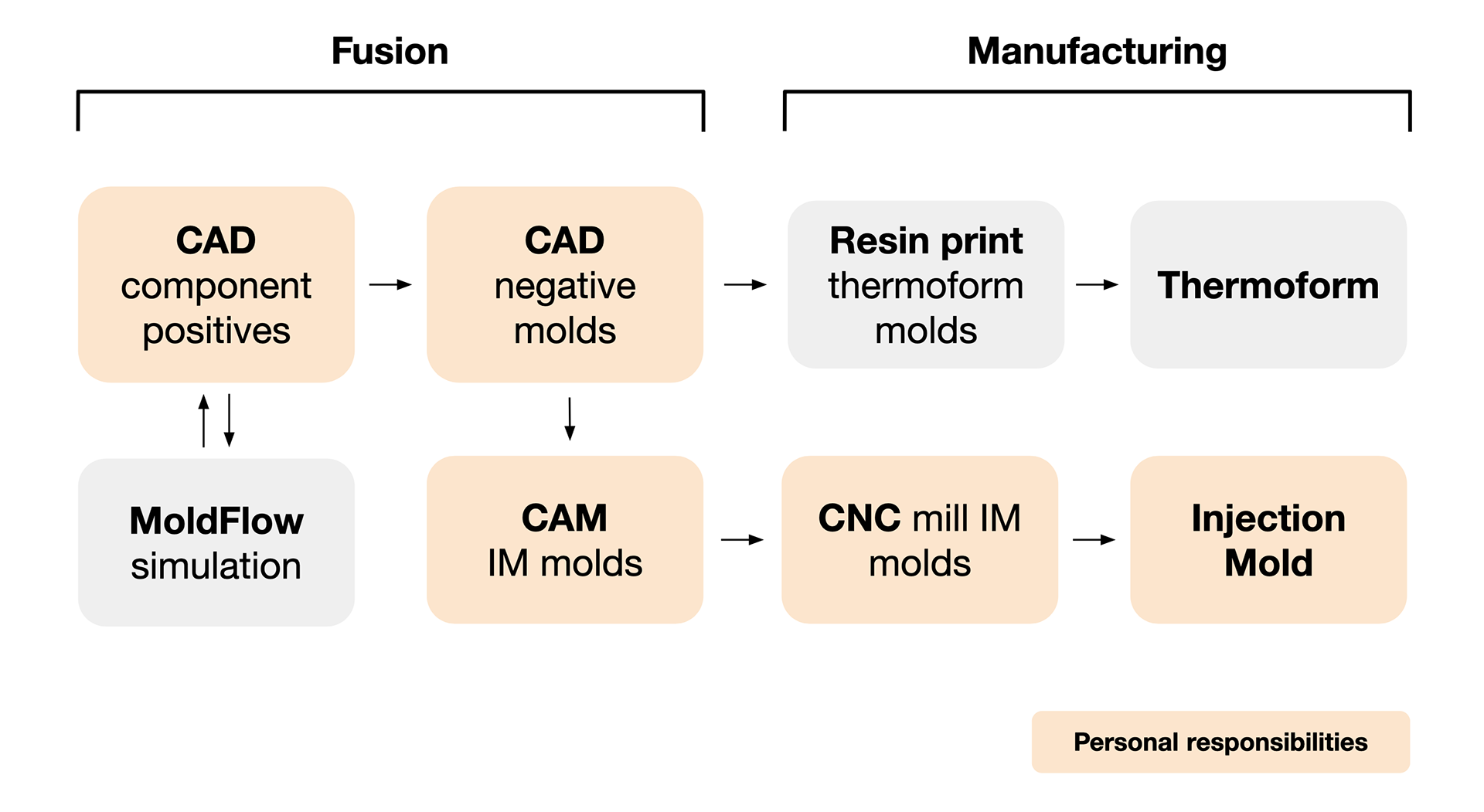
manufacturing workflow
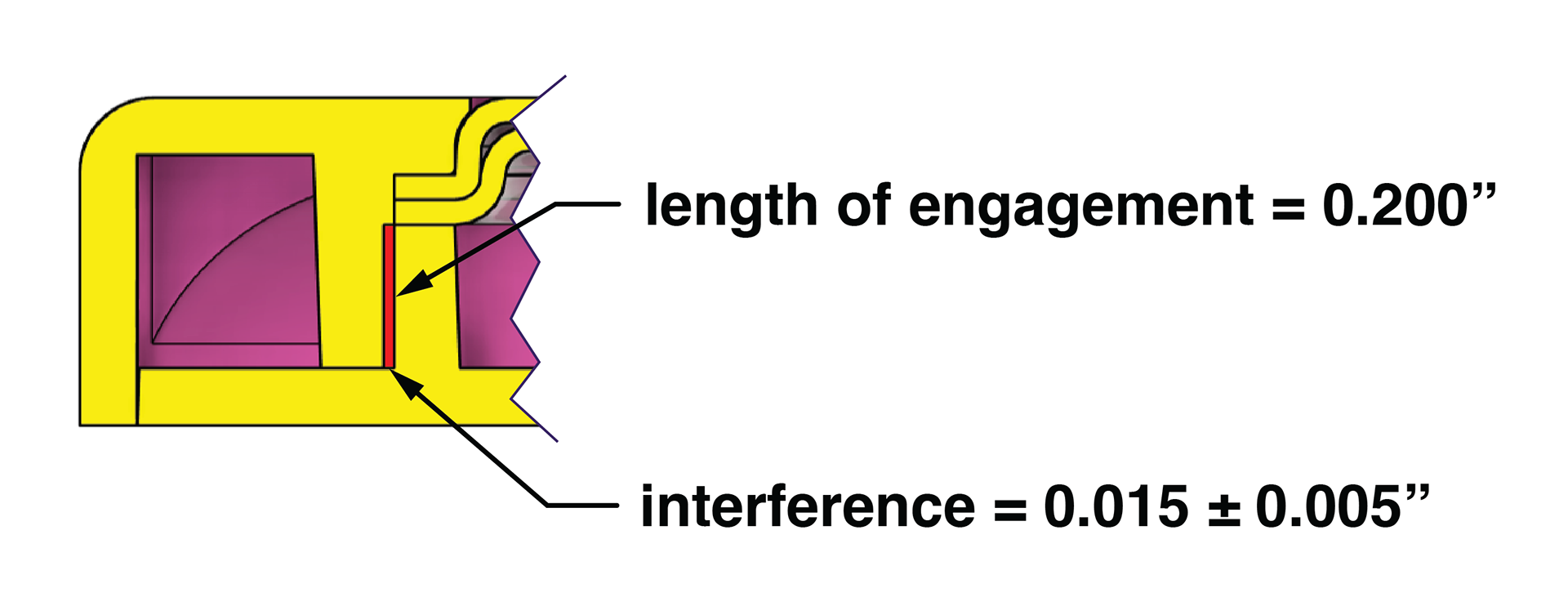
interference press fit
The most important design requirement for our yo-yos was being able to withstand a 4-foot drop test. We achieved this by implementing an interference press fit between the body and ring, informed by historical data from past yo-yo teams.
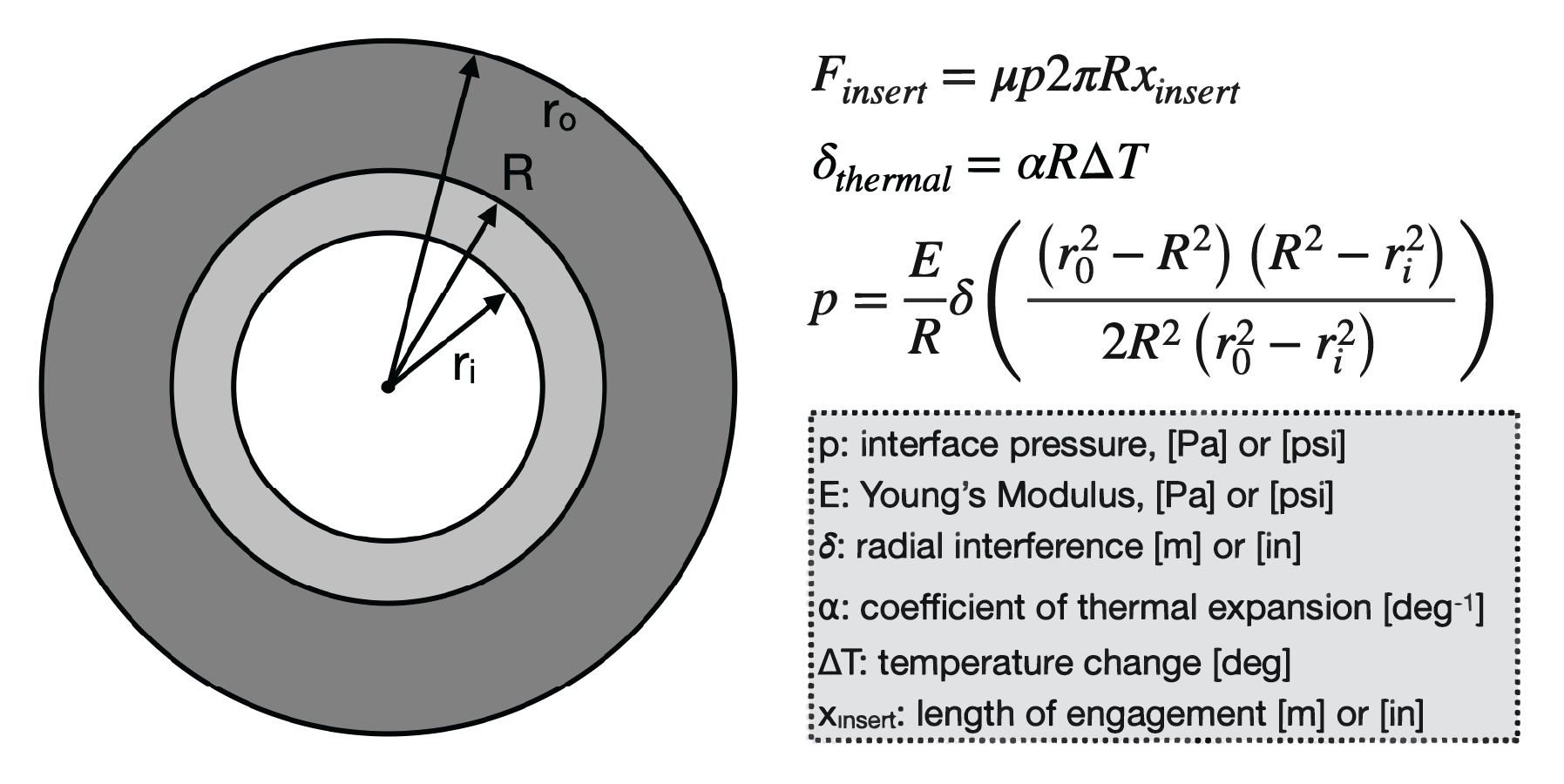
press/shrink fit insertion force formula, from 2.008 "Joining 1" lecture slides
Given: polypropylene material specifications and geometry of interference fit
Find: Holding (insertion) force
Validate: Compare to impact force of yo-yo assembly free-falling 4 feet. We have designed with a 1.5x safety factor.
design for manufacturing
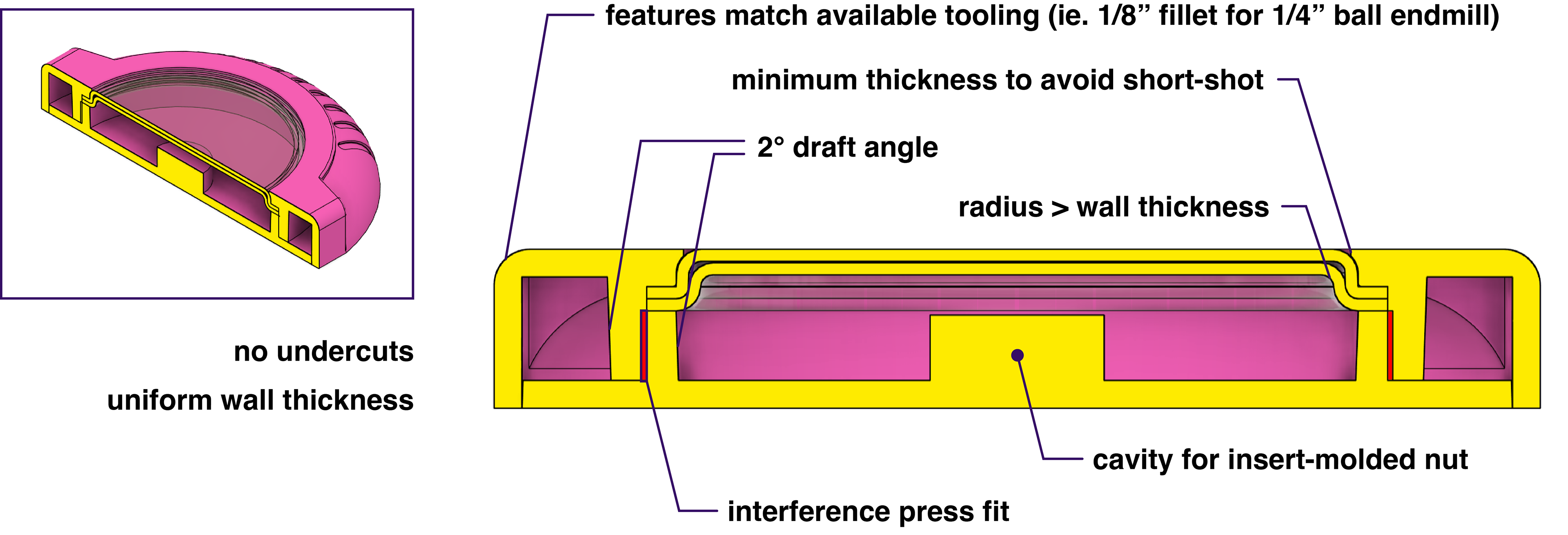
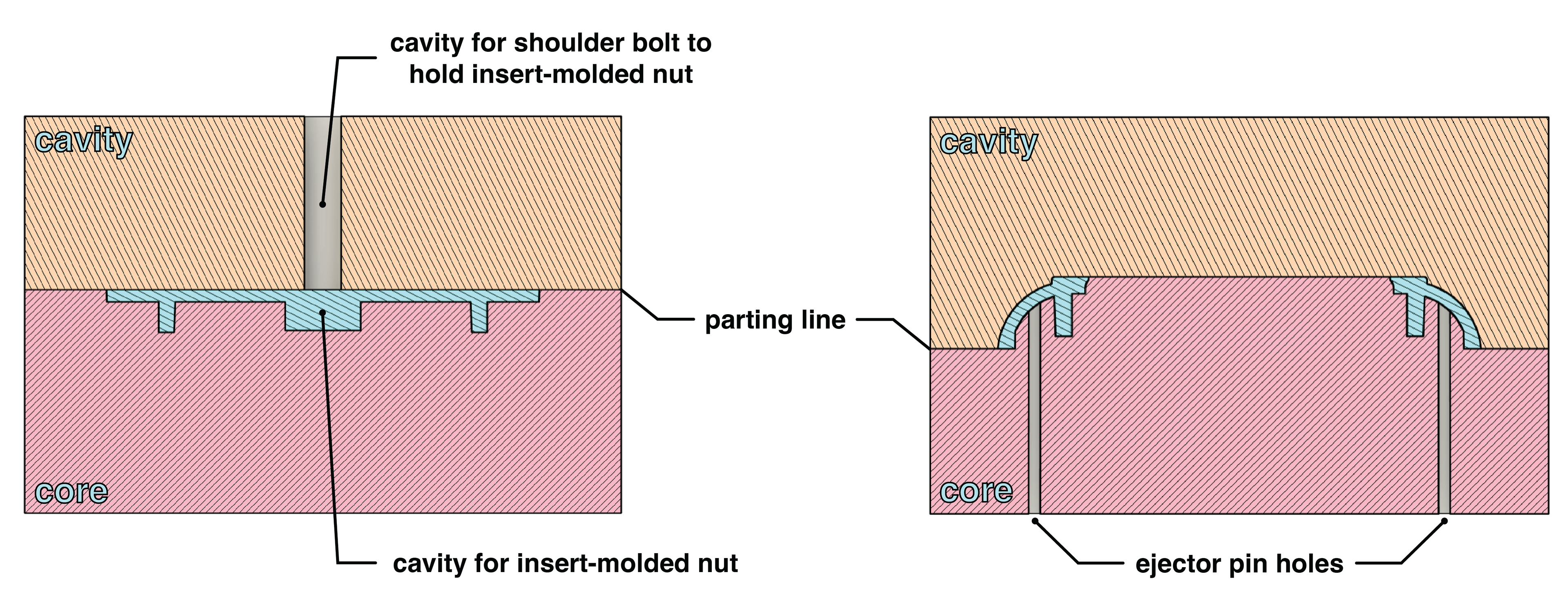
One of my roles in this project was CADing the body and ring. Along with the challenge of recreating the aesthetic features of the Hubba Bubba form as accurately as possible, I designed the parts with manufacturing processes in mind. To facilitate quick and reliable CNCing of the negative molds, I designed the parts without undercuts and with features matching the available tooling (ie. 1/8" fillet for 1/4" ball end mill). To ensure successful injection molding, I designed the parts with uniform wall thickness, draft angles, reasonable flow paths to avoid short-shot, and a cavity for the insert-molded nut.
Fusion Moldflow simulation confirmed a reasonable injection molding flow path. It also calculated expected shrinkage rates for the ring and body (1.74% and 1.53%, respectively) which we used to inform the scale factor for all of our molds (2%).
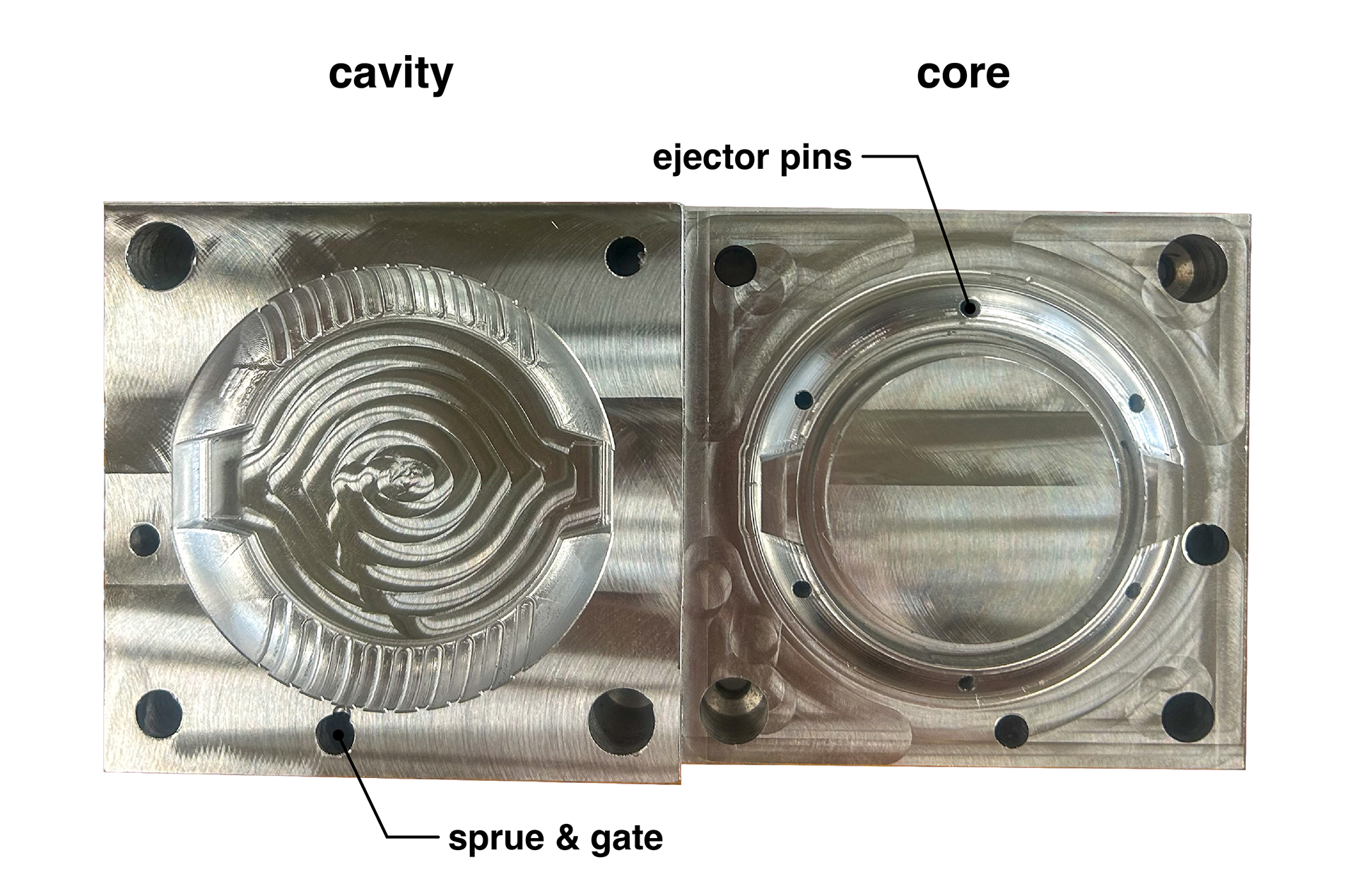
I produced this CAM to machine the ring core mold out of an aluminum blank on a HASS CNC Mill. A finishing pass on all aesthetic features and critical press fit dimensions ensured reliable parts upon injection molding. The ring cavity and body core were similarly manufactured.
empirical validation
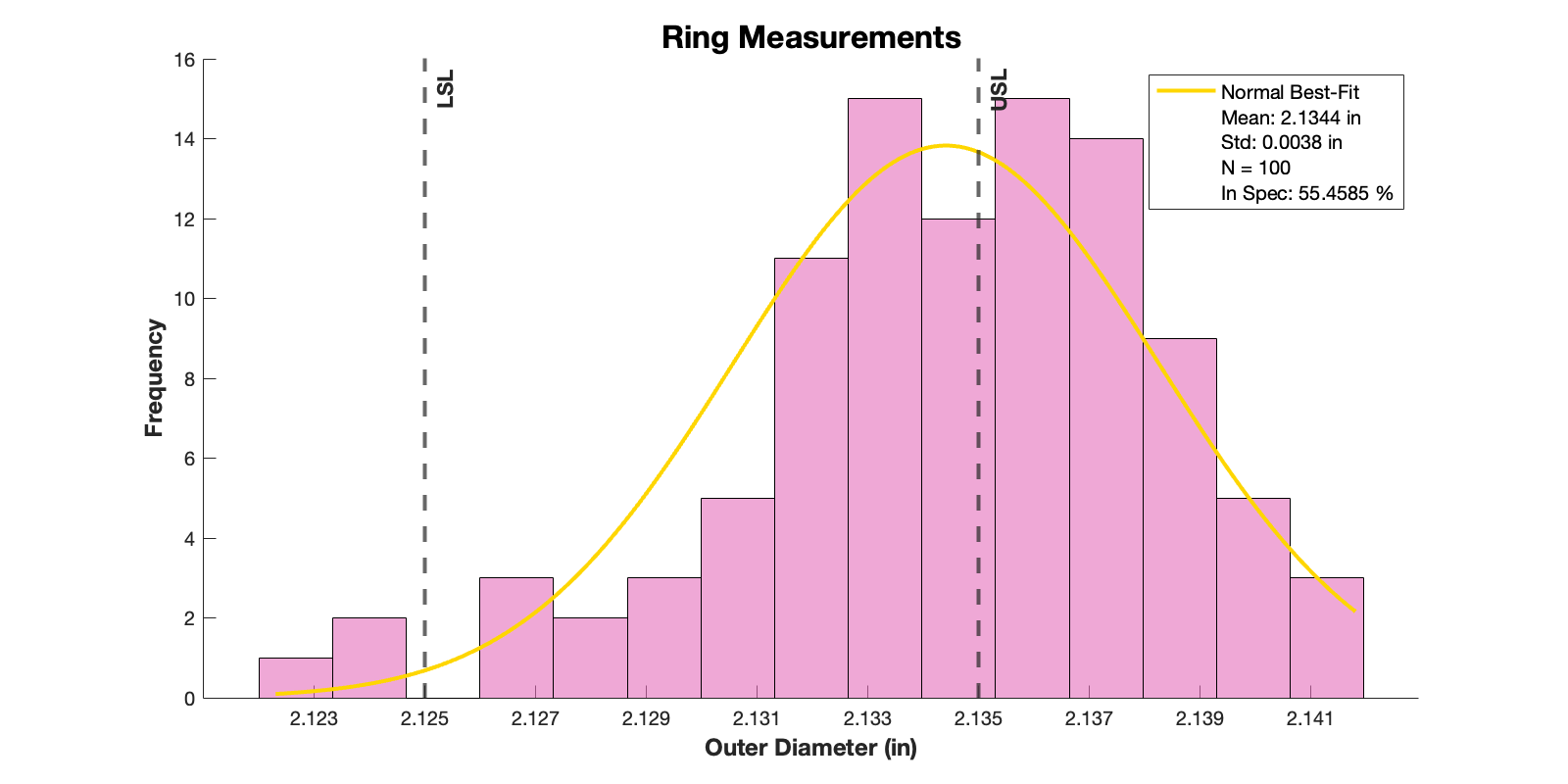
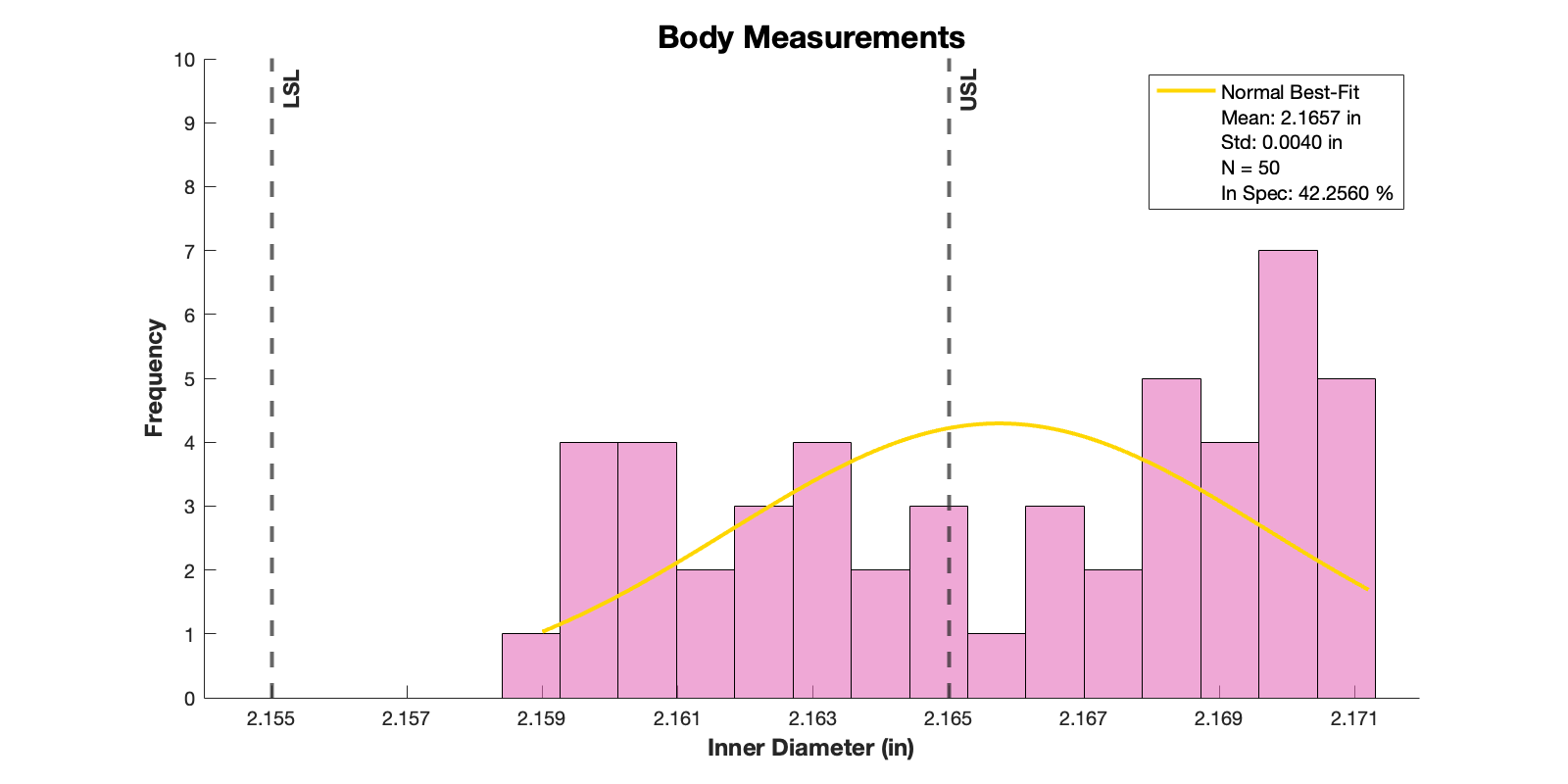
After injection molding 100 rings and 50 bodies, we measured the critical press fit diameter of every component after cooling, taking the average of 3 measurements with bluetooth calipers. We fit a normal distribution to our measurements in reference to our lower and upper specification limits and found that only around half of our parts were in spec, likely due to over-accounting for shrinkage when producing our molds.
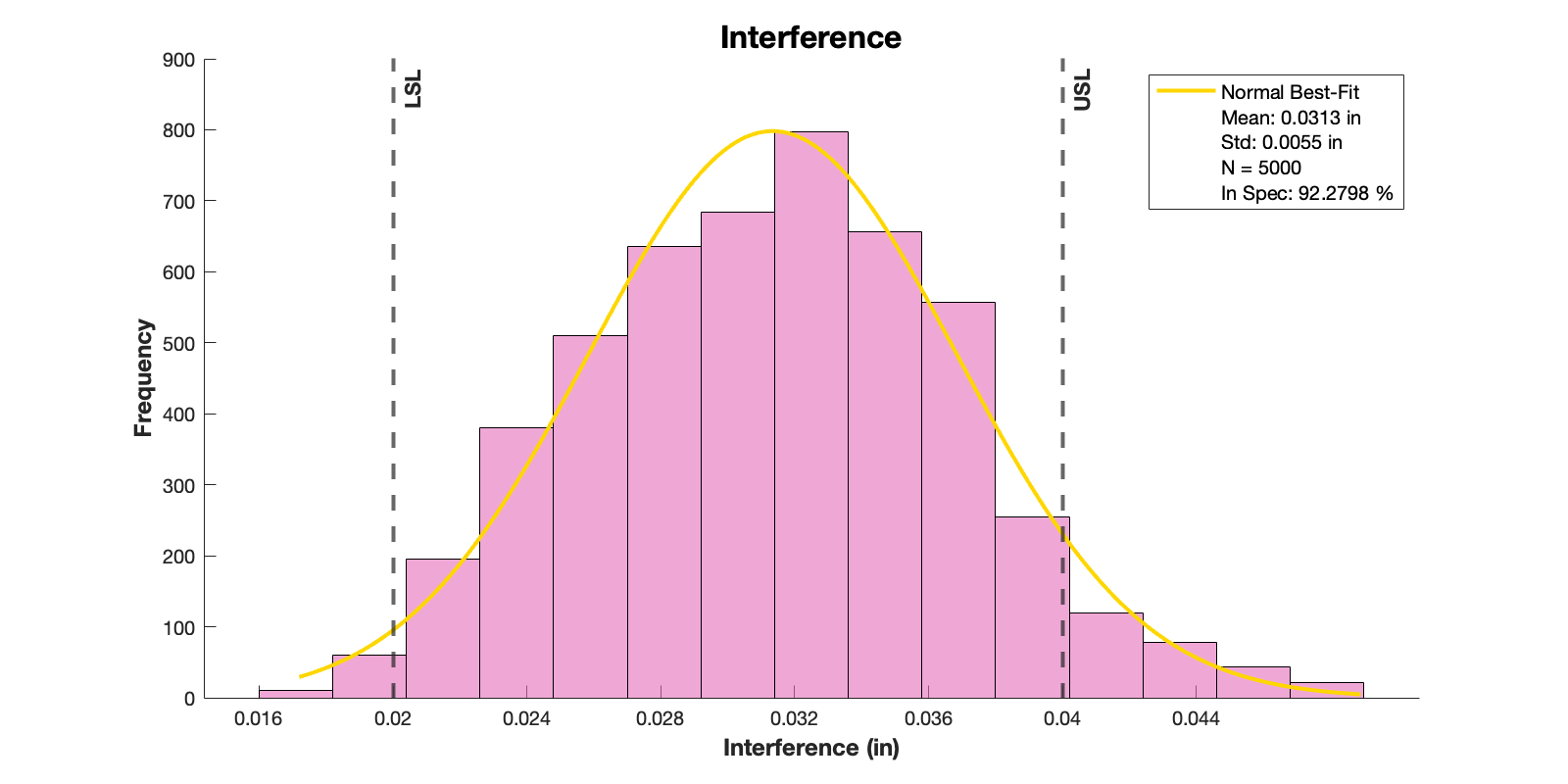
Nonetheless, upon analyzing the interference press fit, 92.28% of combinations between a randomly selected body and ring are within spec. Thus, we are confident that by "binning" undersized and oversized parts, we can assemble 100% of our yo-yos within spec that will fulfill the 4-foot drop test design requirement.
process photos

concept generation

CNCing
IM ejection

troubleshooting short shots